
Этот станок предназначен для изготовления корпусной мебели, изготовления мебели по индивидуальному заказу, шкафов и гардеробных, офисной мебели, мебели из массива дерева, столов, стульев, дверей и окон, изделий из дерева, декоративной промышленности и т.д
HD856J


Комплектация
— Узел нанесения разделительной жидкости
— Узел прифуговки (предварительной фрезеровки кромки детали)
— Устройство предварительного нагрева кромки детали перед оклеиванием (первое)
— Узел оклейки ПУР
— Прессгруппа (первая)
— Устройство предварительного нагрева кромки детали перед оклеиванием (второе)
— Узел оклейки с верхней клеевой ванной
— Подплавитель с бункером-накопителем для клея в гранулах
— Прессгруппа (вторая)
— Торцовочный узел передних и задних свесов
— Узел черновой фрезеровки свесов
— Узел чистовой фрезеровки свесов
— Узел обработки углов (профильная фрезеровка кромки на углах) 4 мотора
— Радиусная цикля первая
— Радиусная цикля вторая
— Отделитель циклевальных полос
— Плоская цикля зоны клеевого шва
— Узел нанесения очищающей жидкости
— Узел полирования первый
— Узел полирования второй
Техническое описание
— Минимальный размер детали: 180х50 мм (окантовка кромок со всех четырех сторон), 120х50 мм (окантовка кромок с длинной стороны).
— Станина имеет прочную конструкцию, обработанную с помощью ЧПУ для обеспечения плоскостности.
— Расстояние между направляющими увеличено, что обеспечивает более стабильную транспортировку детали и лучший эффект при циклевании кромок.
— Нанесение клея и давление на прессгруппе контролируются независимыми двигателями, чтобы избежать явления «меньше клея в начале детали, больше клея в конце».
Tехнические характеристики
Автоматический высокопроизводительный кромкооблицовочный станок HD856J
| Общая мощность | 33 кВт |
| Габаритные размеры | 10450x1000x1800 мм |
| Скорость подачи | 18-23-26 м/мин |
| Толщина кромочного материала | 0,4-3,0 мм |
| Толщина детали | 10-60 мм |
| Минимальная длина детали | ≧120 мм |
| Минимальная ширина детали | ≧50 мм |
| Давление в пневмосистеме | 6 бар |
| Мин размер детали | 180х50 мм (четырехсторонняя окантовка кромок) 120х50 мм (окантовка кромок с длинной стороны) |
| Вес станка | 4000 кг |
Описание оборудования
|
Прижимная балка оснащена прижимным подающим ремнем. Стабильная аккуратная подача без дефектов на поверхности детали. |
 |
| Полностью интеллектуальная система управления
— Функция автоматической смены кромки с помощью сканера (опция); — Интеллектуальный нагрев (при включении станок автоматически нагревается в соответствии с заданным временем); — Функция автоматического перехода в режим ожидания (станок переходит в режим ожидания, если за установленное оператором время не производилось подача деталей). — Отображение статуса узлов и агрегатов станка на мониторе. — Быстрое позиционирование прижимной балки. — Сообщения об аварийных состояниях. — Разграничение доступа к станку с помощью пароля. — Производственный отчет. — Функция отслеживания детали. — Возможность встраивания станка в систему управления производством ERP/MES. — Передача данных в режиме реального времени позволяет мгновенно получить представление о состоянии оборудования, а производственные отчеты формируются одним щелчком мыши. |
 |
|
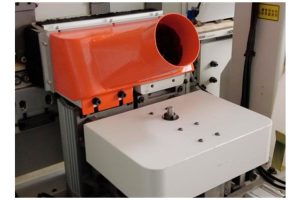
Узел нанесения разделительной жидкости Служит для нанесения разделяющей жидкости, устраняя проблему загрязнения поверхности детали клеем-расплавом после склеивания. |
 |
|
Прифуговочный узел (узел предварительного фрезерования) После фрезерования с помощью прифуговочного узла дефекты на обрабатываемой поверхности, такие как волнистость, заусенцы или неровности, могут быть удалены, что обеспечивает более плотное прилегание кромочной ленты к детали, повышая общую целостность и эстетичность, тем самым |
 |
| Устройство предварительного нагрева кромки детали перед оклеиванием
Перед нанесением клея поверхность оклеиваемой детали нагревается, чтобы обеспечить более прочную адгезию и добиться более совершенной окантовки кромок. |
 |
|
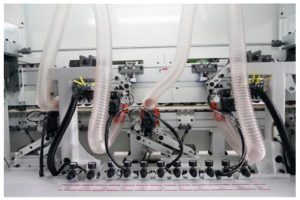
Клеевая станция для нанесения ПУР клея: клеевой узел для нанесения клея, + двухконтурный плавитель Клеевой узел, не требующий обслуживания, обеспечивает удобную, простую и быструю оклейку и подходит для использования с двух разных |
  |
|
Второй оклеивающий узел: для использования ЕВА и ПУР клея-расплава Система клеенанесения с верхней клеевой ванной + система предварительного подплавления Благодаря регулированию объема клея, хорошей теплопроводности, стабильной работе, равномерному нанесению покрытия и более сильной адгезии достигается более совершенный эффект склеивания кромок. |
 |
|
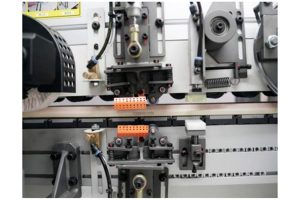
Прессгруппа с пятью прижимными роликами Состоит из 4 стальных роликов, оснащенных скребками для очистки налипшего клея + 1 силиконового ролика. Каждый стальной ролик оснащен скребком для очистки клея для быстрого удаления остатков клея с прижимного ролика; силиконовый ролик обеспечивает более плотное прижатие. |
 |
| Узел торцевания передних и задних свесов с двумя направляющими и двумя моторами.
Благодаря точному линейному перемещению направляющей узел быстро обрезает свесы кромки, обеспечивая гладкость и плоскостность, достигая лучших результатов кромкооблицовки, увеличивая скорость работы, повышая эффективность производства. |
 |
|
Узел чернового фрезерования свесов кромки сверху и снизу Узел чернового фрезерования свесов кромки сверху и снизу обрабатывает свесы кромки для лучшего результата обработки. |
 |
| Группа обработки из 2 шт. фрезерных узлов чистового фрезерования.
2 шт. узла чистового радиусного фрезерования свесов сверху и снизу детали. Для гибкой перенастройки на различные обработки и для улучшения качества финишной продукции. |
 |
| Узел профильной обработки углов (раундер) с 4 шт. фрезерными моторами.
Для более точных и стабильных перемещений используются 4 двигателя с системой копиров. Используется для скругления углов (снятия фасок) на заготовках, обеспечивая ровные и эстетически привлекательные углы на детали. |
 |
| Группа радиусных циклей 2 шт.
2 шт. радиусные цикли могут работать как совместно, так и отдельно. Циклевание придает более совершенный вид деталям после фрезеровки. |
 |
|
Устройство отделения циклевальных полосок, плоская цикля клеевого шва, устройство нанесения очищающей жидкости. Устройство отделения циклевальных полосок используется для защиты транспортера от попадания циклевальных полосок внутрь и для того, что бы полоски не наматывались на полировальные круги. Плоская цикля используется для зачистки клеевого шва и придания эстетического вида детали. Устройство для подачи чистящего средства используется для очищения возможных остатков термоклея с поверхности детали. |
 |
|
Полировальная станция с 2 шт. полировальными узлами. Для полирования кромок и придания им хорошего внешнего вида, а так же для удаления возможных остатков клея. |
 |
| Редуктор конвейера мощностью 7,5 кВт для надежной работы конвейера и стабильной подачи деталей. |  |
| Суппорт для широких деталей с двумя направляющими с поддерживающими роликами.
Суппорт предназначен для широких деталей и предотвращения их провисания относительно транспортера и лучшего удержания деталей при из подаче. |
 |